
 Máy cắt tia nước 5 trục
Máy cắt tia nước 5 trục Máy cắt tia nước 3 trục
Máy cắt tia nước 3 trục Dây chuyền sản xuất kính...
Dây chuyền sản xuất kính...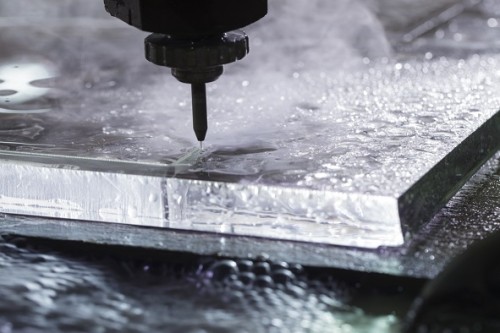 Phụ kiện máy cắt tia...
Phụ kiện máy cắt tia... MENU
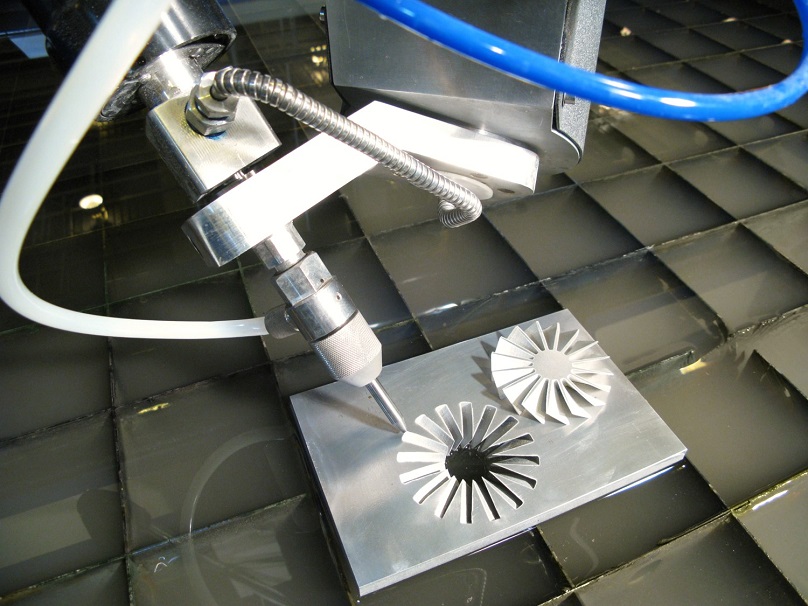
MENUCác yếu tố ảnh hưởng đến cắt tia nước
Trong sản xuất công nghiệp, có một quy mô cắt tối đa, thì đây là cái gọi là tính chất vật liệu, khi nói đến tính chất vật liệu, chúng ta phải nói đến chất mài mòn, vì vậy hôm nay chúng ta sẽ nhận ra hai yếu tố khác ảnh hưởng đến tia nước: tính chất vật liệu và chất mài mòn.
Tốc độ cắt giảm khi độ bền và độ dày của vật liệu tăng lên. Các tính chất cơ học của vật liệu được xử lý không chỉ là các yếu tố ảnh hưởng đến tia nước mà còn là các yếu tố quyết định để xác định áp suất tia nước và các thông số công suất của hoạt động. Mặc dù độ bền kéo, độ bền nén, độ bền uốn, độ dai va đập, mô đun đàn hồi và độ cứng của vật liệu có tác động đến tốc độ cắt trong quá trình hoạt động của tia nước, thông qua phân tích kết quả thử nghiệm và quá trình phá hủy vật liệu, sự mở rộng của vết nứt ban đầu của vết nứt bề mặt đến sự lan truyền vết nứt sớm của các hạt vi mô từ vật liệu khối xảy ra dưới ứng suất kéo. Điều đó nói rằng, độ bền kéo của vật liệu có ảnh hưởng lớn đến quá trình cắt. Do đó, khi sử dụng tia nước áp suất cao làm công cụ gia công, độ bền kéo thường được khuyến nghị là tiêu chí chính để gia công vật liệu. Vật liệu mài mòn và kích thước hạt của nó da có ảnh hưởng lớn đến hiệu ứng cắt tia mài mòn. Kích thước hạt trung bình tốt hơn hạt mịn (100# hoặc mịn hơn) và hạt thô (16# trở lên), như trường hợp của hầu hết các ứng dụng cắt kim loại. Đối với cắt bê tông và đá, 36# là hiệu quả nhất đối với tác động của áp suất lên độ sâu cắt khi các dòng mài mòn khác nhau. Sự phù hợp của áp suất tia, dòng mài mòn, vật liệu mài mòn và kích thước hạt cũng có tác động trực tiếp đến tuổi thọ của vòi phun mài mòn. Điều này phải được xác định bằng cách kết hợp các ưu và nhược điểm thông qua thử nghiệm. Tăng dòng mài mòn sẽ làm tăng số lần tác động lên mục tiêu, do đó làm tăng độ sâu hoặc tốc độ cắt. Tuy nhiên, khi lưu lượng mài mòn tăng lên, các hạt mài mòn chen chúc sẽ gây ra sự giao thoa giữa các hạt mài mòn, điều này sẽ làm giảm số lần tác động hiệu quả. Thường có khả năng chịu tải tối ưu và khi lưu lượng mài mòn thấp, độ sâu cắt có mối quan hệ tuyến tính với lưu lượng mài mòn và khi lưu lượng mài mòn tăng lên, độ sâu cắt giảm.